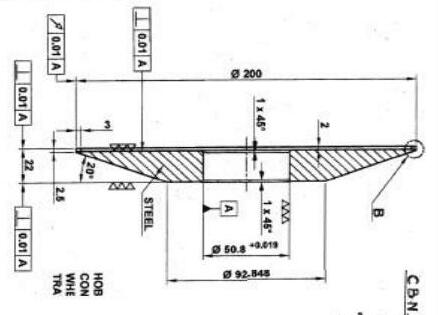




Ang ganitong uri ng gulong ng paggiling ng CBN ay espesyal na ginagamit para sa paggiling ng gear hob cutter, bago paggiling, kailangan nating gamitin ang Green silicon carbide grinding wheel na bihisan ito, upang matiyak na mayroon itong mahusay na concentricity. Sa panahon ng paggiling, kung nakita mo ang resin bond cbn grinding wheel para sa gear hob cutter na iyong ginagamit ay medyo mahirap, dapat mong pabagalin ang bilis ng linya mula 40m / s hanggang 30m / s.
Ang pamutol ng gear hobbing ay materyal na may bilis na bakal
Kaya pipiliin namin ang resin bonded CBN grinding wheel.
Ang unang hakbang ay ang paggamit ng GC dressing wheel upang ayusin ang gulong ito ng CBN
Upang matiyak na ang concentricity ay mabuti,
Pagkatapos gilingin ang talim ng hobbing ng gear.
Sa panahon ng paggiling, kung nakita mo ang resin bond cbn grinding wheel para sa gear hob cutter na iyong ginagamit ay medyo mahirap, dapat mong pabagalin ang bilis ng linya mula 40m / s hanggang 30m / s.
Ang pagkamagaspang at talas ang pinakamahalaga para sa resin bond na CBN grinding wheel para sa gear hob cutter.
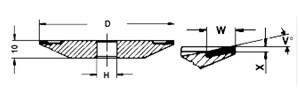
| Hugis | D (mm) | W (mm) | H (mm) | X (mm) | T (mm) | V ° |
|
4BT9 |
100 | 10 | 20 | 1 | 10 | 5 |
| 150 | 10 | 50.8 | 3 | 10 | 8 | |
|
4V4 |
100 | 6 | 20 | 1 | 10 | 10 |
|
4C2 |
150 | 5 | 50.8 | 3 | 20 | — |
 Resin Bond CBN grinding wheel Three Hole For Paper cutting machine
Resin Bond CBN grinding wheel Three Hole For Paper cutting machine Espesyal na paggiling gulong para sa pantasa ng brilyante
Espesyal na paggiling gulong para sa pantasa ng brilyante Resin Grinding Wheel para sa Paper Knife
Resin Grinding Wheel para sa Paper Knife Resin Grinding Wheel
Resin Grinding Wheel Roda ng dagta para sa paggiling ng salamin
Roda ng dagta para sa paggiling ng salamin Resin Bond Diamond & CBN Grinding Wheel para sa slitting ng papel / paggupit ng mga kutsilyo
Resin Bond Diamond & CBN Grinding Wheel para sa slitting ng papel / paggupit ng mga kutsilyo